Remcon baler feed conveyors are designed specifically for feeding recyclables into balers. Four styles are available, in sizes, capacities, and configurations to suit a range of baler sizes (and budgets) — from small, low-capacity balers to the largest high-capacity machines. Special attention is given to ease of maintenance, cleanliness of operation, resistance to damage, and safety.
Baler Feed Conveyors by Material Stream
A baler infeed conveyor is matched to the material as much as to the baler — the belt style, width, and orientation change with the stream:
OCC (old corrugated containers). Baled cardboard is bulky and springy, so OCC lines get wide belts and cleats to keep material climbing the incline. A dual-angle incline — steep for metering, shallower at the top to prevent rollback — is a common OCC layout.
Mixed paper. Paper is a light to medium load, so an affordable slider bed conveyor usually does the job — fewer moving parts, and a low-profile loading section for above-ground installations.
Plastics. Film and containers are light but can be dusty. A slider bed or drag chain belt carries them, and a custom dust control hood can be added at the discharge (see the example further down this page).
Metals. Tin and aluminum cans run fine on a rubber or PVC belt. Sharper, heavier scrap calls for a beltless drag chain with steel flights or a roller chain with steel belt — no belt surface to puncture or tear.
Mixed streams. Mixed and residue streams are heavier and less predictable, so they usually get a chain belt conveyor — and sometimes two conveyors in series, which separates clumps better before they reach the baler.
Belt Styles
Slider Bed
The affordable choice for light to medium loads — a rubber or PVC belt sliding on steel slats instead of idler rollers, in widths up to six feet, with a low-profile loading section that works well above ground.
More on slider bed conveyors →

Drag Chain with Rubber/PVC Belt
The simplest of the chain belt conveyors — a heavy-duty belt for medium to heavy loads, with lower initial and maintenance costs than a roller chain belt and a durable rubber/PVC surface that carries all types of material.
More on drag chain belt conveyors →Drag Chain with Steel Flights (Beltless)
For medium to heavy loads of hard objects — bolt-on steel cross flights pull material along a solid bed, and the beltless design eliminates the possibility of damaging a belt surface with heat or sharp objects. Lowest maintenance cost of the chain belt conveyors.
More on beltless drag chain conveyors →

Roller Chain with Rubber/PVC Belt
For large amounts of heavy material on longer conveyors — steel rollers built into each chain link reduce drag, giving a greater working load than a drag chain, with side wings at the belt edges to prevent material leakage.
Roller chain belt conveyor details →Roller Chain with Steel Belt
The same roller chain platform with steel panels (piano hinge, apron, etc.) in place of rubber belting — much more puncture resistant, for the hardest-wearing streams.
More on roller chain belt conveyors →

Baler Feed Conveyor Specifications at a Glance
Every conveyor is built to order, so these are Remcon standards rather than catalog limits — the detailed belt specifications for each style are further down this page.
| Specification | Remcon standard |
|---|---|
| Belt styles | Slider bed; drag chain with rubber/PVC belt; drag chain with steel flights (beltless); roller chain with rubber/PVC or steel belt |
| Belt width | 18" to 72" (slider bed); 24" to 72" (chain belts) |
| Belting | 3 ply, 330 P.I.W. rubber with MOR top cover, or 450 lb. PVC; steel hinge pans on steel belt conveyors |
| Chain | Welded chain, 4" pitch or larger (drag chain); 6" or 9" pitch roller chain |
| Capacity | Sized to the baler and the material — from small, low-capacity balers to the largest high-capacity machines |
| Frame | Heavy-duty structural steel, shop fitted and welded in sections up to 40 ft. |
| Impact zone | Oversized beams formed from 1/4" plate with replaceable UHMW wear strips, reinforced in the loading area |
| Drive | Shaft-mounted Dodge Torque Arm II reducer, v-belt driven; VFD optional (recommended on chain belts) |
| Belt take-up | Cantilevered telescoping tube style, 12" travel on shorter conveyors up to 18" on the longest |
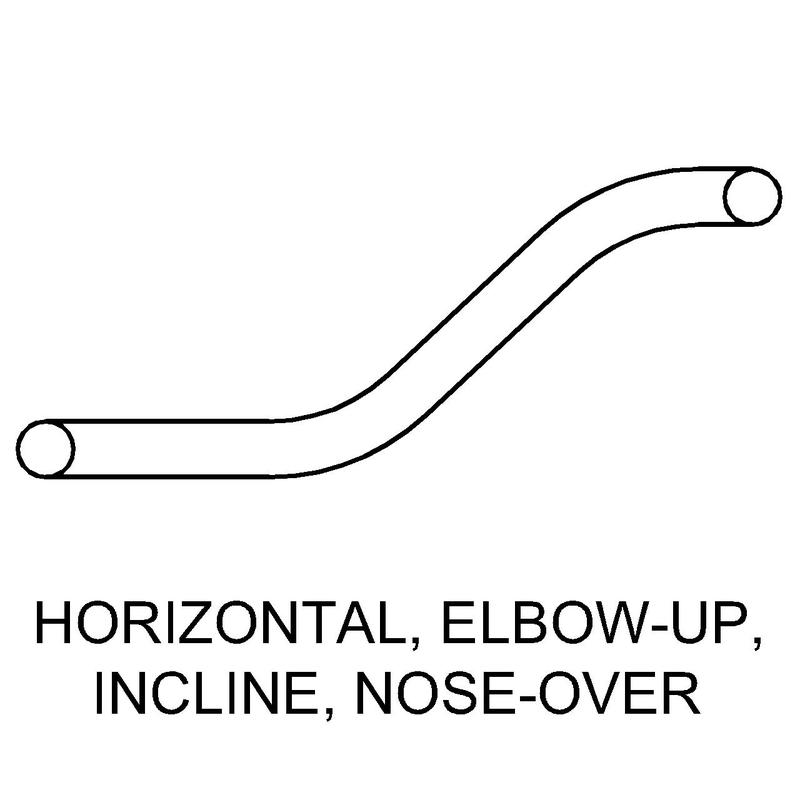
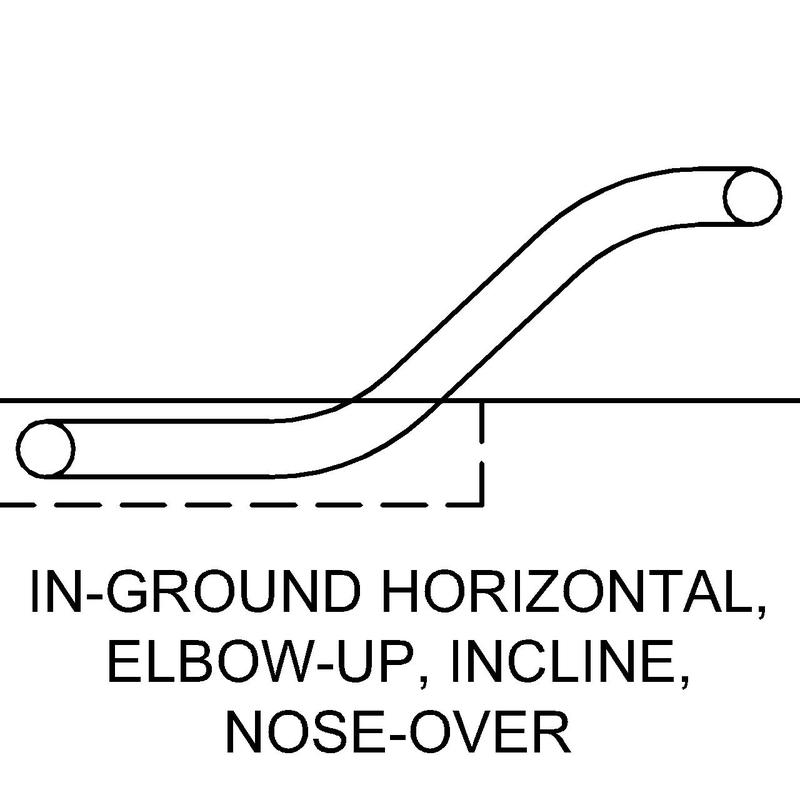
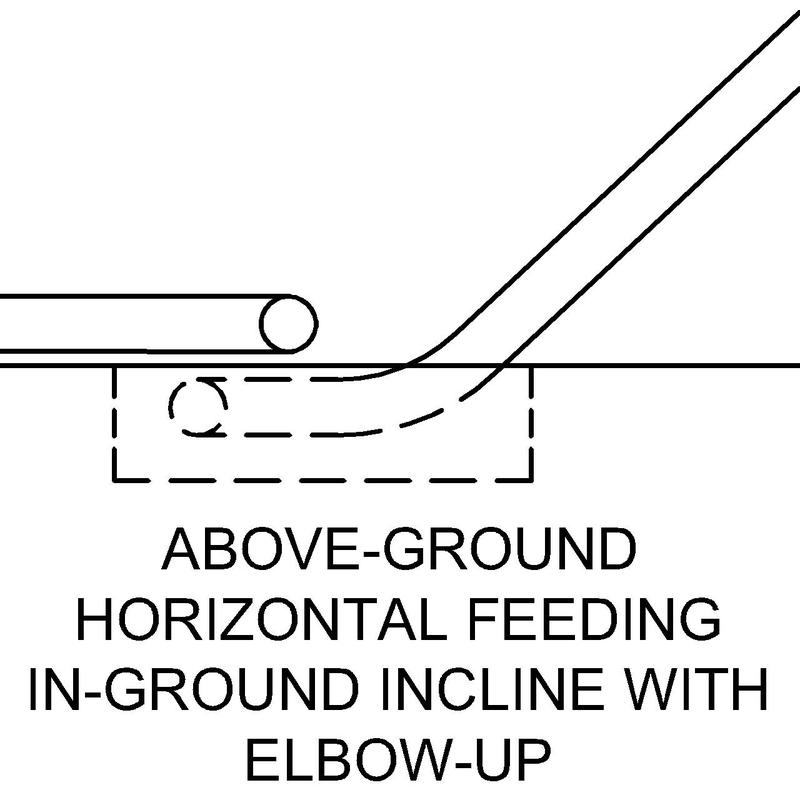
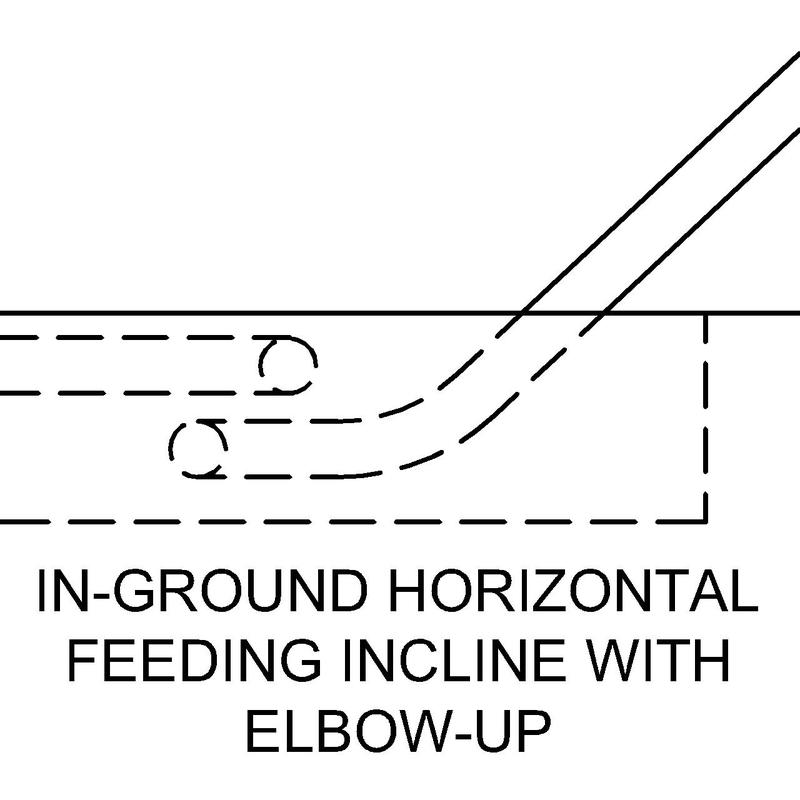
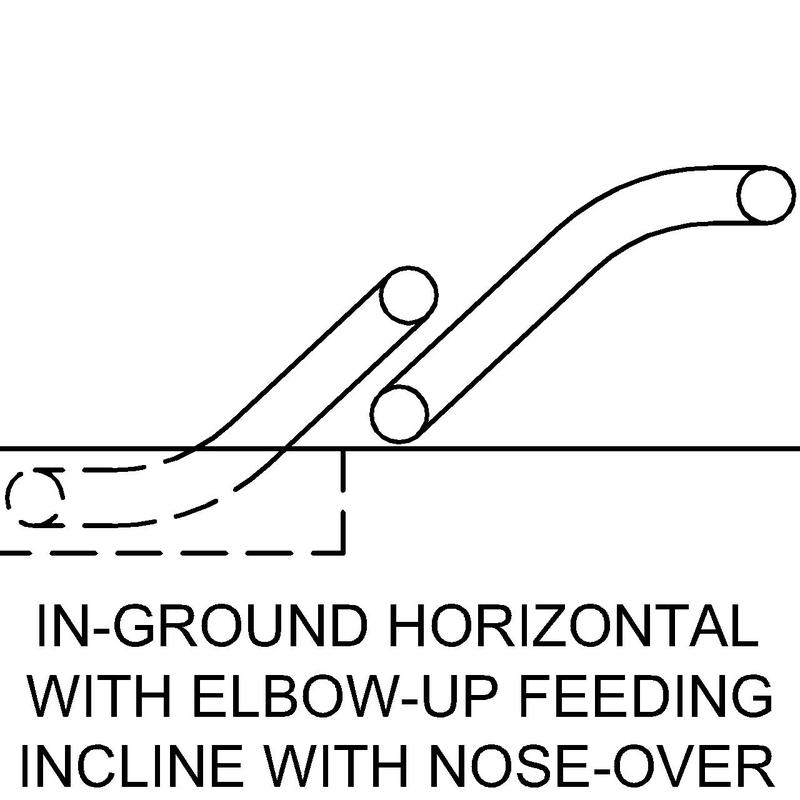
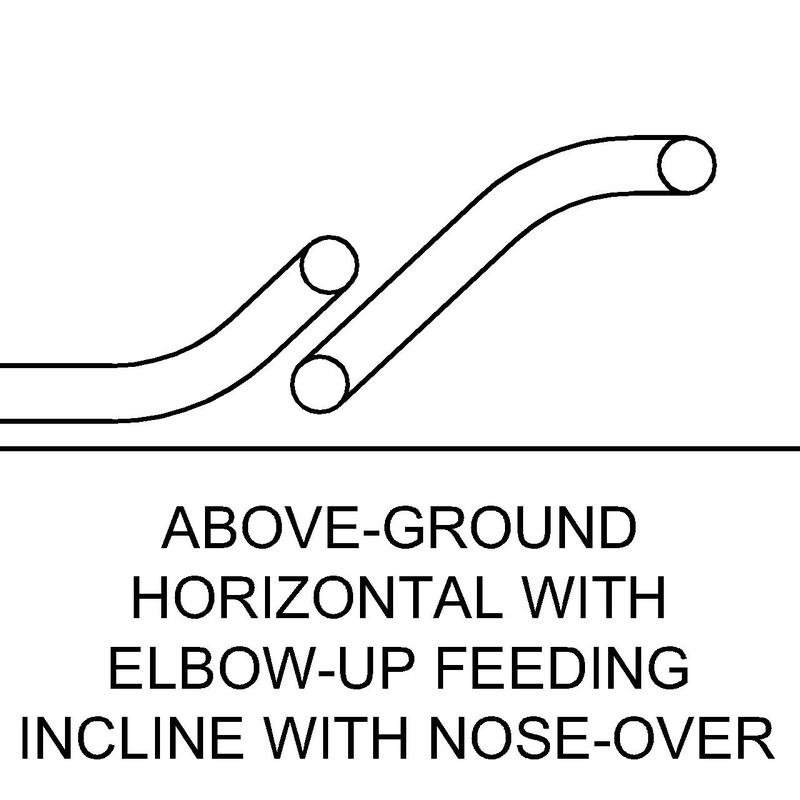
| Orientations | Incline, dual-angle incline, incline with nose-over, horizontal elbow-up incline — single conveyor or two in series |
| Loading | In-ground (pit) with 1/2" deck plates, or above ground with low-profile loading section |
| Safety | Cable-pull emergency stop, hinged drive guards, guarded self-cleaning return chutes |
Conveyor Orientation Options
Remcon can build conveyors to feed balers in many different orientations, depending on the layout requirements. We can also build two separate conveyors that run in series — to simplify installation, separate clumps better, or use two different types of conveyors (for example, a roller chain feeding a slider bed). Contact us to discuss what layout options would work best for your situation.
Single conveyor options:
- Incline angle changes from steep (to help with metering) to shallower (to prevent rollback)
Custom Remcon Solutions for Baler Feed Applications
Custom Baler Hood for Future Baler Installation
This baler feed conveyor was designed with a special hood to allow the baler to be installed after the conveyor was already in place. It also features an extended horizontal section after the nose-over, to allow the conveyor to discharge into the baler at the proper location.


Custom Two-Way Redirection Chute & Secondary Baler Feed Conveyor
These photos show a custom baler hood with two-way redirection chute and baler feed conveyor, designed and built for a past customer who upgraded to a new baler but still wanted to use their old baler as a back-up during maintenance or break-downs of the new baler.


Custom Baler Hood with Bypass Conveyor
These photos show a custom baler hood with a bypass conveyor to feed a secondary baler when the primary baler is being worked on. In normal mode, the primary baler feed conveyor feeds through a filler chute attached to the rear of the bypass conveyor. In bypass mode, the bypass conveyor slides underneath the discharge of the primary baler feed conveyor to receive the material and feed it into the secondary baler.


Custom Dust Control Hood
These photos show a custom dust control hood on a slider bed incline with nose-over baler feed conveyor. The baler feed conveyor is fed by an above-ground low-profile slider bed conveyor with elbow-up.


Special Features & Specifications
The general features drawings below show how a Remcon baler feed conveyor is put together. The sections that follow cover the features and specifications in detail.
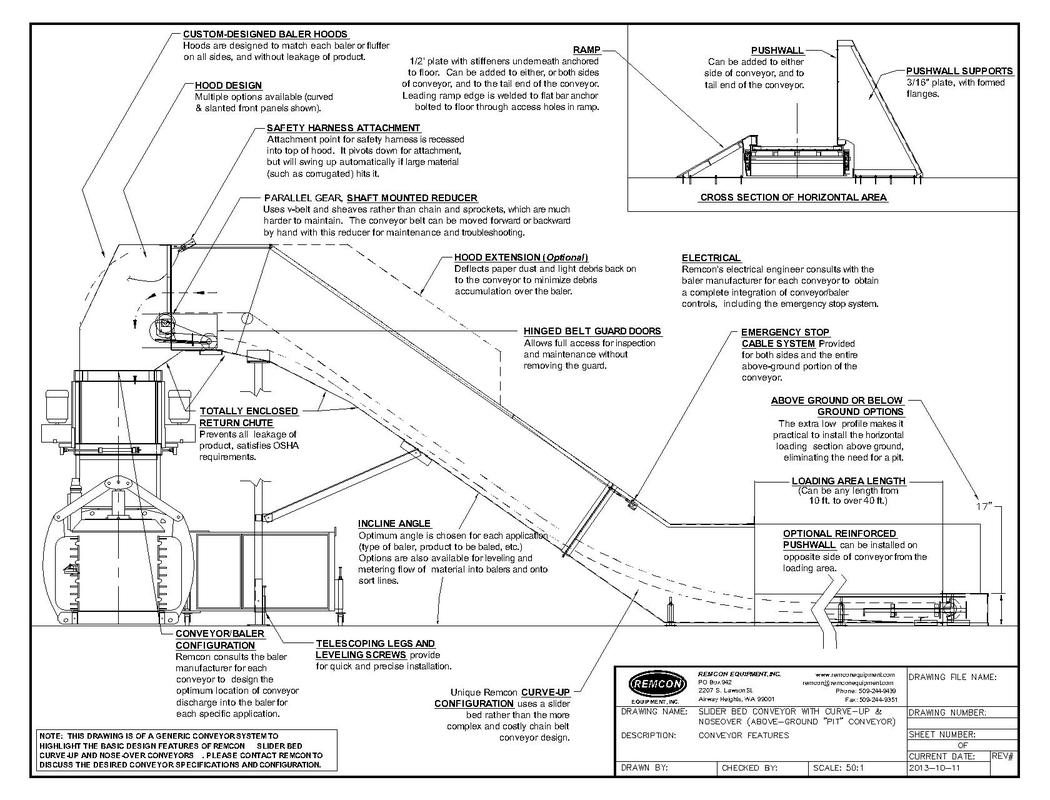
Conveyor Features
For chain belt style conveyors:
Structural steel conveyor frame. Heavy-duty open frame construction from structural shapes and formed plate at elbows, braced and reinforced for rigidity in all places and completely shop fitted and welded. The frame is specially designed to allow more access between upper and lower belts and includes special expanded maintenance openings.
Oversized, high-strength impact beams. Remcon impact beams are parallel to the belt — custom fabricated channels, formed from 1/4" plate, with 3" flanges and a 6" web. This design provides a shape that is stronger, made from a material with a higher yield strength, and straighter than structural channel. These high-strength beams have additional support in the loading area, where there is more potential for abuse.
UHMW plastic wear surfaces on impact beams. 1/2" thick x 6" wide black reprocessed UHMW polyethylene plastic is attached to the conveyor impact beams. (Reprocessed UHMW is used due to the improved wear properties achieved by the cross-linking that happens during the production process.) When sufficient load is applied to the belt to cause the impact channels to flex, the impact shoes ride on the UHMW wear strips rather than directly on the steel impact beams. The plastic is attached with bolts, is easily replaced, and has slotted holes that allow for thermal expansion to prevent buckling in warm weather.
For roller chain belt style conveyors:
Roller chain rails. 30 lb. ASCE rail designed to provide tracking for the rollers. This is a replaceable item and is not used as part of the conveyor frame.
Running backstops. Constantly-engaged running backstops allow the return belt to pass through while the belt runs forward, but prevent roller chain belts from back-running while the conveyor is stopped during normal operation.
Wear-reducing rail transitions. The head end of Remcon's roller chain tracks is specially shaped and positioned to minimize damage to chain and tracks from the up-and-down chordal action of the chain going around the head sprockets.
For drag chain belt and slider bed style conveyors:
Hold-down guides. Remcon's special UHMW hold-down guides eliminate the need for hold-down rollers and special cross-rigid belting.
For all conveyor styles:
Conveyor alignment. Remcon conveyors are shop fabricated in the longest sections practical (up to 40 ft.). Adjoining sections are aligned accurately with each other in the shop as they are fabricated. The entire conveyor is aligned (and leveled) a second time during installation, to prevent the belt from wandering and wearing into the side of the conveyor.
Leg height and leveling adjusters. Conveyor legs are equipped with threaded height adjusters for fine-tuning the height and for leveling the conveyor accurately.
Remcon belt take-ups. Remcon's cantilevered telescoping tube style take-ups, with manual screw adjustment, offer the following advantages:
- Cleaning access – The support tubes are positioned to provide access to the area between the upper and lower belts, for cleaning and inspection of the tail pulley on slider bed conveyors, or tail sprockets and shaft of chain/belt conveyors.
- Replaceable parts – The bearings are commonly available pillow block style. The threaded working parts of the take-up are commonly available from local fastener or hardware stores, and are replaced easily.
- Take-up travel – Generous length of take-up travel: 12" on the shorter conveyors and up to 18" on the longest. On slider bed conveyors, the belt will be cut so that the majority of the take-up is used for ease of belt installation, repair, and replacement, since good quality belts with polyester carcasses have virtually no stretch after initial tensioning, and in some cases will shrink slightly.
- Ease of adjustment – Tracking and tension adjustments are made with one wrench, with no need to loosen and re-tighten the bearing attachment bolts. The moving parts of the take-up have generous amounts of clearance, to prevent binding in the frame or against the bearings (side load) as the take-up moves through its full range.
- Versatility – Remcon take-ups will accommodate almost any brand of bearing, in the most common, pillow block style.
Tracking adjustments on both ends of conveyor. Additional belt tracking adjustments are provided for the non-take-up end of each conveyor, for ease of tracking adjustments.
Drive method – parallel gear, shaft-mounted, torque arm gear reducers (Dodge Torque Arm II). These reducers have been used almost exclusively in the sand, rock, gravel, and mining industries for many years, and are well proven. Remcon has used them since 1990, with good success. The new generation has been re-engineered throughout with features designed to improve performance, extend service life, and reduce maintenance. Remcon normally configures these reducers to be driven by a separate motor by v-belts, using different combinations of sheaves for additional speed reduction.
The advantages of the Dodge Torque Arm II shaft mount reducer with v-belt drive:
- Low maintenance – There are no chains to oil, tension, or shorten and reconnect.
- Ease of adjustment – Rather than moving the entire gearbox and motor to adjust the chain tension, adjusting the Dodge Torque Arm II reducer only requires opening the hinged door on the belt guard, loosening the two lock nuts, and turning the turnbuckle by hand.
- Fewer wear parts – There are no sprockets or chain to wear out. Although v-belts will wear out, they commonly do not wear out until they are protecting the conveyor from jamming, if it jams (see following item). They are inexpensive and easy to replace. V-belt sheaves last much longer than drive chain sprockets and drive chain.
- Jamming protection – The need for mechanical shear pins is eliminated. The motor drives the reducer by v-belt(s). If the conveyor jams, the v-belt slips, preventing the jam from causing damage to the conveyor. As the v-belt is slipping, it typically makes a loud squealing noise that draws attention to the problem. If the conveyor is not turned off, the v-belt will eventually be ruined, and there will be nothing driving the jammed conveyor. The cost of replacing the v-belt is typically $20 or less. Replacing the belt involves opening the hinged belt guard door, loosening the turnbuckle, and slipping the new belt on. If the conveyor is prone to jamming (for example, wrong product or too much product), the v-belt can be kept looser than normal to minimize the potential for damage. In the past 12 years that we have used these reducers, we are unaware of any Remcon conveyor equipped with them that suffered damage resulting from jamming. As additional jamming protection, an electronic shear pin may be added to the electrical system.
- Parallel gears – The gears are parallel, rather than right angle. Parallel gears are more efficient and produce less friction.
- Operating and maintenance convenience – When working on a conveyor, such as doing maintenance, un-jamming product, or diagnosing problems, there is often a need to move the belt a short distance either forward or backward. This is impossible electrically, since the power should be locked out at this time. But it can be accomplished easily and safely without power when using a shaft-mounted reducer, by turning the spokes on the input sheave by hand.
- Excellent availability – Unlike other reducers, the Dodge Torque Arm II reducers are so commonly used in other industries that they are quite often in stock at many local dealers, and are almost always available somewhere in the country. Other brands (Link, Browning, etc.) may also be substituted without modification.
- Separate motor – The motor is mounted separately from the reducer, and is connected only by v-belts. Therefore, any brand of motor can be used, and a motor breakdown does not affect the reducer, or vice-versa.
- Ease of changing reduction ratios – Reduction ratios of up to 5 to 1 are easily obtained from the motor-to-reducer v-belts and sheaves. These ratios are easily changed by swapping out sheaves, which is more difficult and expensive with a drive chain and sprockets.
Variable frequency drive (VFD). A VFD can be a very worthwhile component to have on a conveyor, and is especially recommended on chain belt conveyors. VFDs offer:
- Soft start – Decreases wear and tear on the motor and other drive parts
- Jam protection – Replaces old technology (shear pins, clutches, etc.) and works better
- Many other programmable settings for speed, acceleration, deceleration, etc.
Belt Specifications
Below are some standard belt specifications available for each type of conveyor. Many of the components can be adjusted to suit your needs. Contact us to discuss these specifications in detail.
For slider bed style conveyors:
- Belt construction – 3 ply, 330 lbs. per inch width (P.I.W.) with a moderately oil-resistant (MOR) rubber top cover
- Belt lacing – Flexco R2 heavy-duty rivet style mechanical lacing, available in galvanized steel for corrosion resistance or "Megalloy" for added abrasion resistance
- Belt width – 18" to 72"
- Cleats – Angle iron; 2 x 2 x 1/4" for widths under 60"; 2 x 2 x 3/8" for widths over 60"
For drag chain style conveyors:
- Belt material – 3 ply, 330 lbs. per inch width (P.I.W.) MOR rubber top cover or 450 lb. PVC
- Belt cross members – 4" x 3/8" steel flat bar, bolted to chain and belt every other pitch
- Belt width – 24" to 72"
- Cleats – 3 x 4 x 1/4" angle iron (other options also available)
- Chain – 4" pitch or larger, welded; several options available depending on the type of material and load on the belt
For roller chain conveyors with rubber belting:
- Belt material – 3 ply, 330 lbs. per inch width (P.I.W.) MOR rubber, 3/16" top cover; 1/16" bottom cover
- Belt cross members – 4" x 5.4 lb. channel (6" pitch) or 6" x 8.2 lb. channel (9" pitch), bolted to chain and belt every other pitch
- Belt width – 24" to 72"
- Chain bushings – Solid .760" I.D. x 1.120" O.D. x 2.31" long, 1018 solid machined; carburized, hardened to RC55-60; press fit into inner sidebars
- Chain sidebars – Double row, 2" wide x 3/8" thick precision die punched 1045 bar
- Chain pins – 4142 steel, 3/4" diameter headed stub pin; pin ends milled flat to lock into outer side bars and drilled for a 1/4" x 1" solid locking pin
- Chain pitch – Available in either 6" or 9" pitch
- Cleats – 3 x 3 x 3/8 coped angle on 48" centers (other options also available)
- Impact shoes – 3" x 6" x 3/8" thick plate, welded to the underside of cross channels in line with the impact beams
- Rollers – Single flange, 3" diameter x 1 1/2" width, through hardened sintered steel wheel
- Side wings – 1/4" thick steel x 4" tall, precision die formed interlocking offset wing
- Sprockets – 6 tooth, 12" pitch diameter (for 6" pitch chain) or 18" pitch diameter (for 9" pitch chain), flame-cut with hardened teeth at tail and head ends of conveyor
For roller chain conveyors with steel belting (hinge pan specifications given; contact us for other options):
- Belt width – 24" to 72"
- Chain bushings – Solid .760" I.D. x 1.120" O.D. x 2.060" long, 1018 alloy, machined, carburized, hardened to RC55-60, press fit into inner sidebars
- Chain sidebars – Double row, 2" wide x 1/4" thick precision die punched 1045 alloy steel
- Chain pins – 1045 cold rolled steel, .750" diameter, pin ends milled flat to lock into outer side bars and drilled for a 1/4" x 1" extended prong cotter pin
- Chain pitch – Available in either 6" or 9" pitch
- Chain rollers – Single flange, 3" diameter x 1 1/2" width, face sintered steel
- Cleats – 3 x 3 x 3/8 coped angle iron on 48" centers (other options also available)
- Hinge pans – 1/4" steel plate, precision die-formed pan, with fully closed loops, 2 loops welded closed on each side of the belt
- Hinge sleeve – 0.975" O.D. x .760" I.D. tube, 1008/1010 hot rolled pickled and oiled steel. This is a thicker wall than other conveyor belt manufacturers use. While still being interchangeable, it offers superior wear characteristics and spans the entire width of the belt.
- Impact shoes – 1" plate, 3" x 6" spaced every 12", welded on the underside of steel belt pans in line with the impact beams
- Side wings – 1/4" thick steel x 4" tall, precision die formed, interlocking, offset wing, fully welded to the hinge pan to prevent leakage of product
- Sprockets – 6 tooth, 12" pitch diameter (for 6" pitch chain) or 18" pitch diameter (for 9" pitch chain), flame cut with hardened teeth at tail and head ends of conveyor
Maintenance & Safety Features
Remcon's baler feed conveyors are designed to allow the safest and easiest access to maintenance areas, to ensure a smooth running operation.
Enlarged maintenance access. Special open frame design maximizes access between upper and lower belts and includes special expanded maintenance openings.
Hinged guards for drive components. Remcon's standard guards include a hinged door that provides convenient access for inspection and maintenance without removing a guard. For conveyors that have insufficient clearance for a hinging door at the drive, the door, rather than the entire guard, is unbolted to gain access.
Maintenance backstops (for roller chain belts only). In addition to backstops that prevent roller chain belts from back-running during normal operation, additional maintenance backstops are provided for safety and convenience during maintenance work such as belt installation.
Self-cleaning belt return chutes/guarding. The entire underside of the conveyor, from the discharge down to the floor, is guarded for safety and cleanliness. Debris that clings to the belt falls into the chutes (rather than onto the floor), then slides down the chutes, which are free of catch-points. It then collects in a guarded collection point at floor level (and outside of the pit, if there is one). The chutes are easily removed for maintenance.
Debris clean-out door. Debris that slides down the return belt chutes is collected in this guarded area. The door provides convenient cleaning access.
Chain oiler (not needed on slider bed conveyors). Automatically oils the belt chains for increased longevity. The heavy-duty steel tank has a 2.5 gallon capacity and features electric valves to start and stop the flow of oil as the conveyor starts and stops.
Emergency stop system. Cable-pull switch with required cable and rigging.
Deck & Pit Features
Remcon also manufactures deck plates and supporting framework custom designed to fit each pit conveyor. We offer a system that allows the easiest access to the inside of the pit for maintenance, while keeping the loading floor safe and secure during operation.
Deck plates. 1/2" thick plate, with 3 x 3 x 3/8" angle stiffeners, 5 feet typical length. Pit deck stops welded to the underside of the deck plates prevent the plates from being slid apart by a skid steer machine. They also act as guides to allow removal and re-installation of the plates by one person on a forklift, using the lift-out deck plate handles.
Lift-out deck plate handles. These heavy-duty handles are inserted into special holes in the center of the plates. A forklift is then used to remove and re-install the plate, all by one person.
Deck plate supports. Steel tube, 3 x 3 x 1/4" or larger, with one end welded to the steel embedded in the top of the concrete pit wall (curbing angle) and the other end welded to the conveyor. These tubes are installed underneath the 1/8" gaps between all the deck plates, and are spaced 4 to 5 feet apart. The deck support tubes serve the following functions:
- Provide additional support for the deck plates, to bear the load of bucket loaders, etc.
- Block small debris from falling through the small gaps between plates and into the pit
- Act as strong stops to keep the removable pit plates locked into place
- Protect the conveyor from damage by bucket loaders by tying the conveyor into the concrete pit wall every 5 feet
- Provide a positive means of locking the conveyor into a very accurate alignment despite all the abuse it normally receives. A misaligned conveyor results in excessive wear to both the belt and the rails that the belt rides on.
Baler Feed Conveyor FAQ
What is a baler feed conveyor?
A baler feed conveyor is an inclined conveyor that carries recyclables — cardboard, paper, plastics, metals — up from floor level or a pit and meters them into the infeed hopper of a baler. Remcon builds them on four belt platforms — slider bed, drag chain with rubber or PVC belt, beltless drag chain with steel flights, and roller chain — in sizes and capacities to suit everything from small, low-capacity balers to the largest high-capacity machines.
Which belt style should feed my baler?
Match the belt style to the material: a slider bed for light to medium loads such as paper and plastics, a drag chain belt for medium to heavy loads, beltless steel flights for hard or sharp objects that would damage a belt surface, and a roller chain belt for the heaviest loads on the longest conveyors. A steel belt option adds puncture resistance for the hardest-wearing streams — tell us the material and we will recommend the style, and if a less expensive style can do the job, we will say so.
Should the loading section be in a pit or above ground?
Both work — Remcon builds baler feed conveyors with in-ground (pit) or above-ground loading sections. An in-ground pit lets loaders push material straight onto the belt, with 1/2" deck plates and supports engineered for skid steer and bucket loader traffic. An above-ground conveyor with a low-profile loading section avoids excavation and concrete work, and an above-ground pit-style conveyor gives much of the same loading convenience.
Will a Remcon conveyor match my baler?
Yes — every Remcon baler feed conveyor is custom-engineered to the baler it feeds: belt width, capacity, discharge height, and a custom baler hood built for the machine. We have built hoods with redirection chutes and bypass conveyors to feed back-up balers, and even designed a hood so the baler could be installed after the conveyor was already in place. Tell us the baler make and model and we design to it.
Does Remcon install baler feed conveyors nationwide?
Yes — Remcon ships and installs baler feed conveyors nationwide with our own installation crews. Every conveyor is designed and fabricated at our shop in Airway Heights, Washington (Spokane area), and we supply replacement belts and parts for the life of the machine.
Like everything we build, each baler feed conveyor is designed and fabricated at our Airway Heights (Spokane), Washington shop, then shipped and installed nationwide. Contact us to discuss your baler, your material, and your building — or to get a quote.
Get a quote for a baler feed conveyor →