Remcon specializes in complete design & fabrication of all aspects of custom conveyors for OEM manufacturers of machinery that require specialized infeed or outfeed conveyors, transition chutes, hoppers, magnetic & eddy current separation, support stands, maintenance catwalks and electrical controls, with complete safety guarding and continuing parts replacement support. To maintain end-user satisfaction for our OEMs, Remcon also pays close attention to all manufacturing details, utilizing an extensive checklist, starting with 309 items for a basic conveyor, to ensure quality.
These conveyors built for OEMs are typically more robust and need special configurations such as bends up, down and articulated, space-saving frames to fit tight spaces, adjustable custom legs, dividers to carry multiple materials, protection from damaging materials, material flow leveling devices, overflow sensors, and other specialized features that improve the efficiency, effectiveness, reliability and safety of the OEM's equipment.
Why OEMs Outsource Their Conveyors
Many OEM companies produce a wide range of equipment that relies on conveyors to feed materials into and out of their systems. Rather than investing time and resources into designing and manufacturing these conveyors themselves, they prefer to remain focused on their core products, rather than the intricacies of conveyor systems. Remcon specializes in designing reliable, high-quality conveyors that seamlessly integrate with the OEM's equipment. We attempt to learn as much as possible about their equipment and its operation by maintaining communication both before and throughout the design and fabrication processes, and to continue to seek further improvements with each subsequent project. Our goal is to maximize the OEM's customers' satisfaction with the equipment by effectively dealing with every one of the design considerations below.
OEM Capability Snapshot
Every OEM conveyor we ship is built to order, so the numbers below are not catalog limits — they are what past Remcon builds have already proven out. Two common starting points are one of two base designs: an infeed conveyor metering material into the machine, or an elbow-up slider bed conveyor lifting material from a low infeed to an elevated discharge where floor space is tight.
| Capability | Proven on Remcon OEM builds |
|---|---|
| Belt width | Up to 96" — the widest quick-change (endless) belt conveyor we have built |
| Belt speed | Up to 1200 FPM — fastest belt built; the 96" optical-sorter conveyor was designed for 500 FPM |
| Incline angle | Up to 50° — steep-incline, 3-lane cleated elbow-up build |
| Divided belts | 3 lanes with corrugated rubber walls, carrying separate material streams on one belt |
| Surge hoppers | 15 cubic feet dumped at once on the articulated feed build — hoppers sized to the application, quoted per job |
| Quality checklist | Starts at 309 items for a basic conveyor |
| Parts support | Replacement parts for the life of the machine |
Minimum Design Considerations for Remcon Conveyors
Remcon's designers take into consideration all of the following aspects of conveyor design for each unique application:
- Characteristics of materials being processed.
- Flow-through rates: both current and possible future increases, both normal and potential overfeed rates.
- Protection from contaminants that can cause jam-ups and belt damage.
- Protection from operator errors, potential damage from forklifts, loaders, etc.
- Operational controls: manual, semi-automatic, programmable controller, integration with other controls, jam-up protection, material level monitoring, jam-up monitoring, etc.
- Safety issues: guarding of all potential pinch points, removal of all sharp corners and edges, power lockout, interlocks, power disconnects, emergency stop switches, ergonomics, etc.
- Ease and safety of installation: components are pre-assembled as much as practical. Legs and supports are easily adjustable for accurate leveling & alignment, and include attachments that provide quick, secure and safe installation of conveyors on supporting structures.
- Maintenance: ease of access, readily available replacement parts, future parts replacement support.
From the Job Files: Three OEM Builds
Three examples of custom conveyors Remcon designed and built for OEM machinery, and the features that made each one work.
Custom Articulated (Adjustable Incline Angle) Feed Conveyor

This conveyor fed three different sizes of shredded wood — from fine, clumpy sawdust to 2-inch-plus chips — into an experimental wood pressing machine. It required a carefully metered flow of shredded wood in as consistent a depth as possible, carefully leveled across the width of the conveyor. It also needed an easily adjustable width of material flow. To accomplish this, the conveyor was equipped with the following custom features:
- Infeed surge hopper to accept 15 cubic feet of material dumped into the hopper all at once.
- Adjustable hopper outfeed opening to meter outflow consistently to the desired depth.
- Dual incline angle. The incline section of conveyor inside the hopper was 5 degrees steeper than the incline section outside the hopper. This helped meter the depth of material onto the shallower conveyor section outside of the hopper.
- Leveling rollers further metered and leveled material to a consistent depth longitudinally and across the width of the conveyor.
- V-belt roller drive. The rollers were powered by v-belts driven by the conveyor's tail pulley. This significantly reduced the cost of the conveyor vs. adding two gearmotors. In addition, it always kept the roller rpms in sync with the variable belt speed. The v-belt drives also provided a simple means of providing some slip if material jammed under the rollers.
- Adjustable incline angle. A 15-degree articulated pivoting joint between the incline and horizontal sections of conveyor provided an easy means of precisely adjusting the flow of material as needed when switching from one density of shredded wood to another.
- Easy incline angle adjustments. The precise location of the incline pivot device eliminated the need for adjusting belt tension or tracking when the incline angle was changed, by keeping the belt length constant throughout angle changes.
- Movable width skirting. The pressing machine required various widths of material on the infeed belt. This was achieved with side skirting that could be slid sideways to the desired width, then easily locked into place.
- Variable speed drive provided precise control of feed rate.
- Portable conveyor frame. Because the conveyor, which needed to be portable, was too heavy to roll by hand, it was mounted on one rigid frame with large urethane tread casters at the head end, and special fork truck pockets at the tail end for lifting and rolling. Leveling screws allowed for uneven floors and locked the assembly into position.
- Extra-wide conveyor frame. The horizontal section of the leg frame needed extra width and strength without any lateral bracing, so that the conveyor could straddle over the full length of the machine that it fed onto.
- E-stop cables surrounding the entire conveyor provided an emergency stop from any location on the conveyor.
- Guards were installed on all potential pinch points.


Steep-Incline, Elbow-Up (Bend-Up) 3-Lane Conveyor with 2-Way Diverter Chute
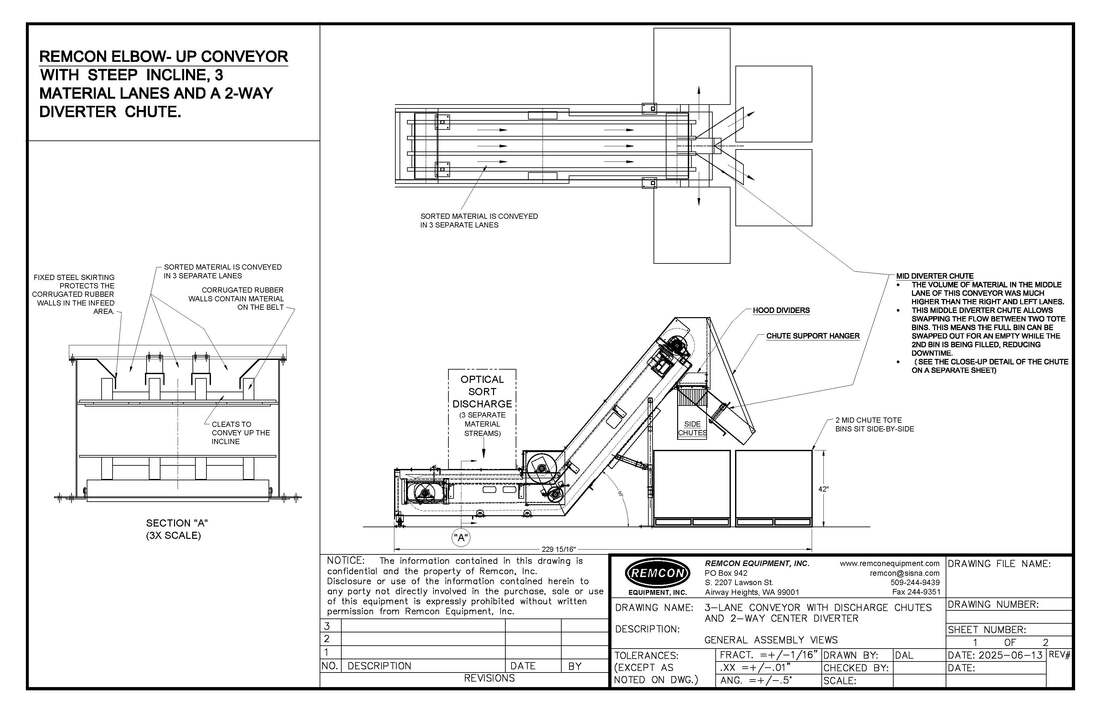
This conveyor received three separate streams of sorted electronic scrap from an optical sorting machine. The conveyor has a rubber belt with four corrugated rubber walls to divide the belt into three lanes. Rubber cleats on the belt carried the material up the 50-degree incline. The discharge end deposited material into tote bins.
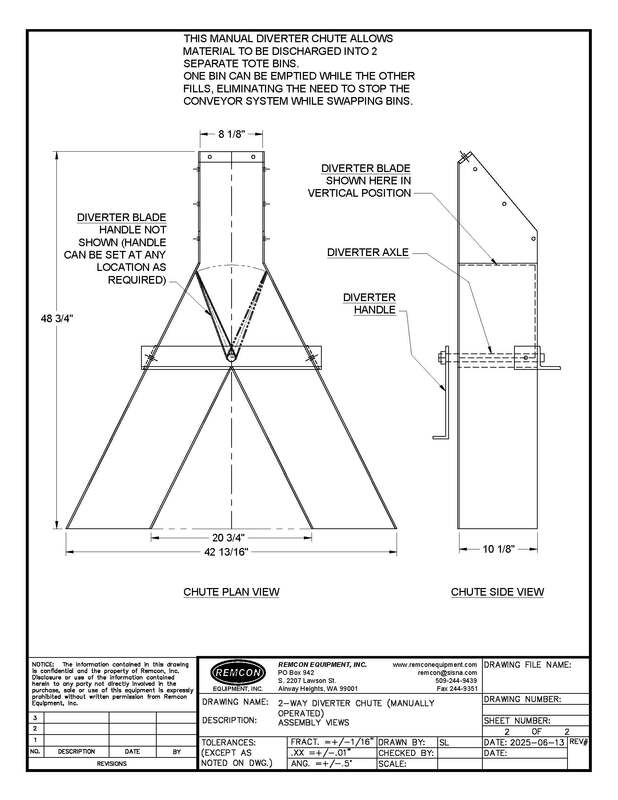
- 2-way diverter chute. The center lane conveyed a higher volume of material than the left and right lanes. The 2-way diverter chute on the middle lane allowed switching between two separate tote bins without stopping the conveyor. When one bin fills up, the diverter is flipped to the other bin while the full one is swapped out. This reduced downtime and allowed greater flexibility.
- Low-profile infeed. The horizontal section of the conveyor was designed to fit the limited space available under the optical sorter discharge.
- Steep incline. The 50-degree incline allowed more usable floor space for the customer that would otherwise be taken up by a longer, shallower conveyor.
96″ Wide High-Speed Quick-Change (Endless) Belt Conveyor
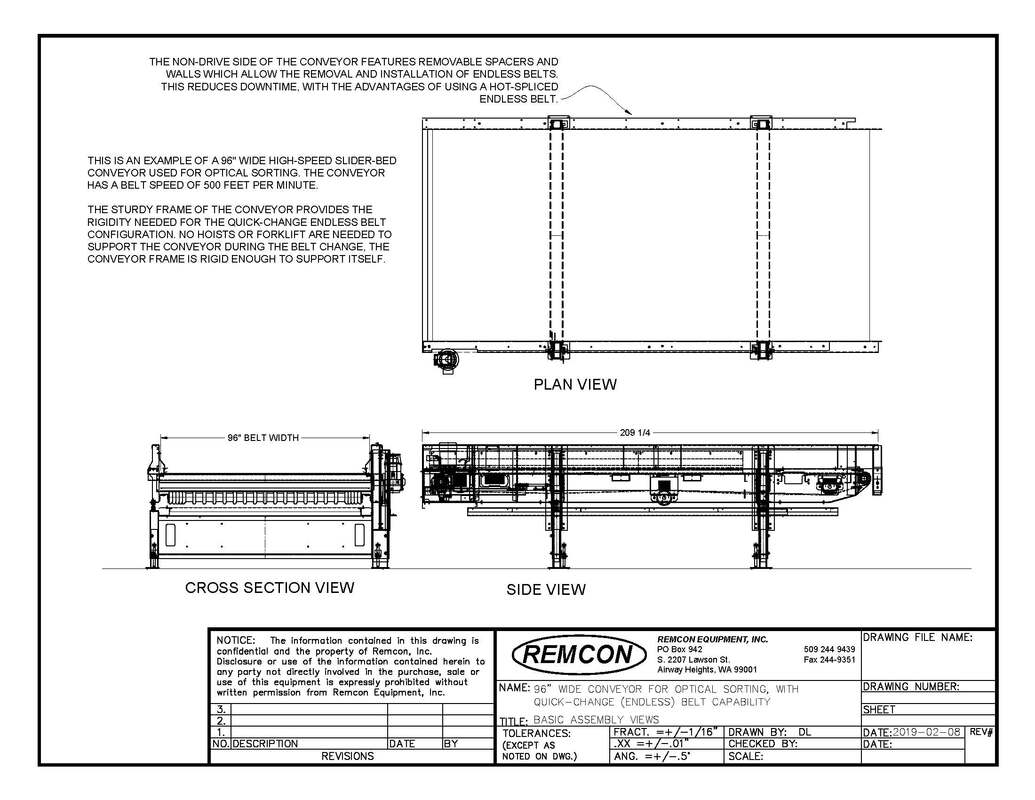
This conveyor is used with an optical sorting sensor mounted near the discharge end. To reduce downtime, Remcon designed the frame to allow an endless belt to be installed from one side.
- Quick-change belt design. The sturdy framework of the conveyor allows the non-drive side of the conveyor to support itself during the belt change process, after the removable walls and spacers are taken out. There is no need for supporting the non-drive side of the conveyor with a forklift or hoist, as is required with some other designs. This allows belt widths of up to 96 inches to have the advantage of using hot-welded endless belts, without the hassle and cost of on-site splicing.
- Advantages of hot-welded endless belts:
- A hot-welded endless belt splice is done by precision-cutting "fingers" in both ends of the belt. These fingers mesh together when the ends of the belt are brought together. The ends are then put in a press and heated to weld them together, making an "endless" belt. The splices on these belts are done by skilled technicians in the belt supplier's clean shop environment. This results in a precise, long-lasting splice.
- Strong, smooth splice with no catch points. This reduces the likelihood of tears compared to mechanically-laced belts.
- Can be used with metal detectors, without interfering with sensing.
- With a quick-change style conveyor, spare belts can be stored on-site and be ready for immediate installation and running. No need to call a belt company to bring a belt splice machine and pay high labor costs for an on-site splice job, in a dirty and stressful downtime situation.
- High speed. This conveyor was designed to run at 500 feet per minute, but we have built conveyors up to 1200 feet per minute.
- Maintenance access. Remcon's design philosophy is to provide conveyors that are safe, first and foremost. We provide guards at all pinch points and danger areas. Rather than enclose the entire conveyor in a hard-to-access box, we prefer to provide individual guards that allow maintenance workers more convenient access for routine maintenance. This can save downtime, as the conveyor is more likely to stay properly maintained if it is not a hassle to get to the working parts.
OEM Conveyor FAQ
Will you build to our spec or design from scratch?
Either — if you already have a specification, Remcon builds to it, and if you have only the machine and the material, we handle the complete design and fabrication from scratch. Either way we learn as much as possible about your equipment and its operation, maintaining communication both before and throughout design and fabrication so the conveyor integrates with the machine it feeds.
Do you offer an OEM discount?
Yes — an OEM discount is available for manufacturers integrating Remcon conveyors into larger systems. Ask about it when you request a quote: call (509) 244-9439 with the material, the rates, and the space you have.
What volumes can you support?
Every Remcon OEM conveyor is built to order, so volume is quoted per order rather than from a stock production schedule. We have built one-off conveyors for experimental machines and supplied OEMs project after project, seeking further improvements with each subsequent build — and every unit goes through the quality checklist that starts at 309 items for a basic conveyor.
Can you private-label or integrate the conveyor with our machinery?
Integration with your machinery is the core of what we build — infeed and outfeed conveyors, transition chutes, hoppers, separation equipment, support stands, catwalks, and electrical controls all designed around your equipment. We learn how your machine operates and stay in communication before and throughout design and fabrication. If the conveyor needs to ship as part of your machine package under your own arrangements, raise it when we quote the job.
What are typical lead times for an OEM conveyor?
Lead times are quoted per job, along with the price. Every conveyor is built to order at our Airway Heights, Washington shop, so the schedule depends on the scope of the build and the shop's current workload. Call (509) 244-9439 and we will include a current lead time with your quote.
Every one of these custom OEM conveyors is designed and fabricated at our Airway Heights (Spokane), Washington shop, then shipped and installed nationwide — and backed with replacement parts support for the life of the machine.
Start your OEM build →